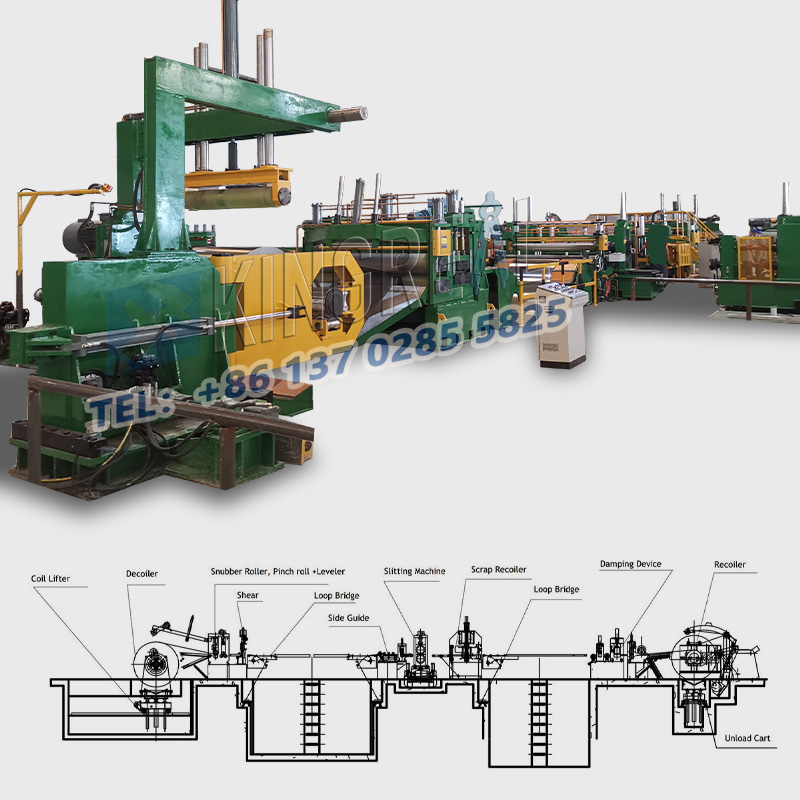
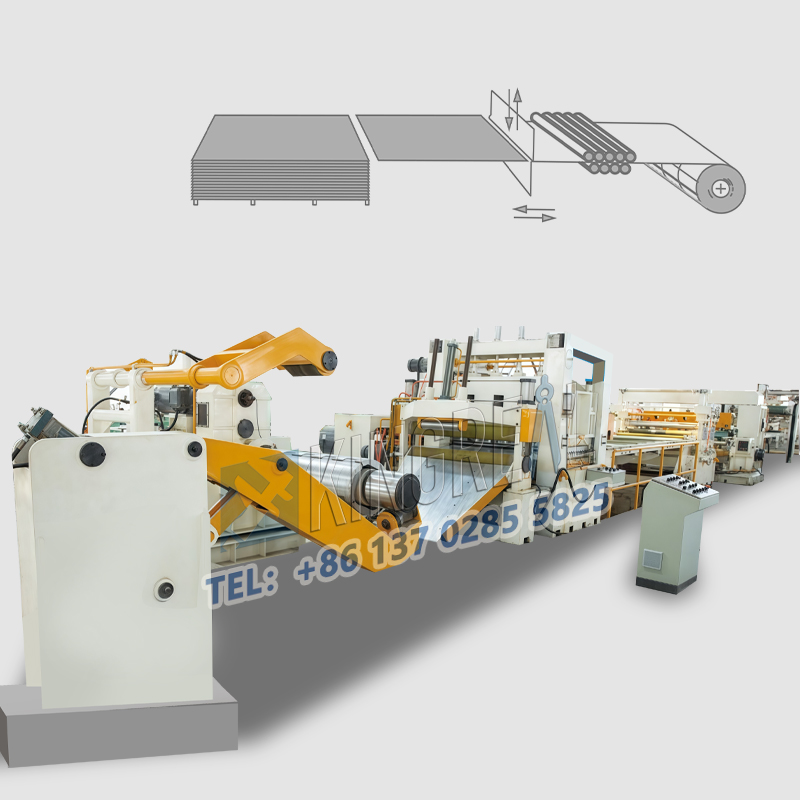
В областта на обработката на метални рулони,машини за рязане на стоманени лентисе използват за надлъжно нарязване на метални рулони като неръждаема стомана, алуминий, въглеродна стомана и силициева стомана. Точността на размерите на тесните ленти, гладкостта на среза и наличието или липсата на неравности или изпъкналост се определят директно от хлабината между горните и долните остриета на линията за рязане на стоманени ленти.
В ежедневното производство, когато се променя дебелината на обработваната рулона или се използват различни материали с различна твърдост, операторът трябва едновременно да регулира хлабината на острието на машината за рязане на стоманени ленти.
Правилната хлабина на острието позволява на линията за рязане на стоманени ленти да реже високопрецизни тесни ленти с гладки срезове без грапавини и равномерни слоеве на напречното сечение; неправилните стойности на хлабините ще доведат до многобройни производствени дефекти, като извиване на ръбовете, отчупване на острието, огъване на лентата и натрупване на ръбове. Тази статия, KINGREAL STEEL SLITTER, ще съчетае практическия опит със стандартите за параметри на хлабината, за да обясни напълно логиката на настройката, практическите методи и спецификациите за настройка на параметрите за хлабината на острието на машини за рязане на стоманени ленти.

Връзка между хлабината на острието и прецизността на лентата в машините за рязане на стоманена лента
Просветът на острието на машина за рязане на стоманени ленти се отнася до радиалната междина, останала, когато горният и долният набор от кръгли ножове за рязане се зацепват. Тази стойност не е фиксирана константа, а се променя динамично с двете основни променливи на дебелината и твърдостта на обработвания материал. Тези два фактора пряко определят качеството на рязане налиния за рязане на стоманена лента.
1. Дебелина на материала
Когато дебелината на обработения рулонен материал се промени, хлабината на острието на машината за рязане на стоманени ленти трябва да се регулира съответно. Ако линията за рязане на стоманени ленти обработва дебели метални ленти, хлабината на острието трябва да бъде съответно увеличена; твърде малката хлабина ще накара горните и долните остриета да притиснат насилствено листовия материал, незабавно увеличавайки натоварването върху тялото на острието, което лесно може да доведе до счупване на острието и деформация на вала на ножа, което значително съкращава експлоатационния живот на ножовете и шпиндела на машината за рязане на стоманени ленти.
Обратно, когато линията за рязане на стоманени ленти превключи към обработка на тънки материали, хлабината на острието трябва да бъде намалена. Ако хлабината е твърде голяма, листовият материал не може да бъде напълно срязан от остриетата, ръбовете на материала ще бъдат разкъсани по време на процеса на срязване и голям брой неравности ще се появят от двете страни на готовата лента. В тежки случаи цялата тясна лента ще има изпъкналост, надвишаваща толерансите на размерите и не отговаряща на изискванията на процесите на щамповане, огъване и формоване надолу по веригата.
За изключително тънки метални ленти с дебелина по-малка от 0,1 mm, теоретичната междина на острието на машина за рязане на метал се доближава до нула, като се разчита на микрозаключване на остриетата за постигане на прецизно нарязване.
2. Твърдост на материала и якост на опън
Различните метали показват значителни разлики в якостта на опън и твърдостта, което води до напълно различни диапазони на междините на острието, подходящи за машини за рязане на стоманени ленти. Материали с висока твърдост и висока якост на опън, като дебела въглеродна стомана, неръждаема стомана и силициева стомана, имат плътни молекулни структури и по-голяма устойчивост на срязване, което изисква по-големи междини между ножовете в линиите за рязане на стоманени ленти. Меките материали с ниска якост, като чист алуминий и тънки алуминиеви листове, имат висока пластичност и ниска устойчивост на срязване, което позволява подходящо по-малки междини между ножовете в машините за рязане на стоманени ленти.
Физическият принцип на рязане на метал не е чисто рязане, а по-скоро частично срязване и счупване на опън на листовия материал под натиск на острието. Материалите с по-висока твърдост имат по-висок дял на пластично счупване, което изисква по-големи междини за постигане на гладко напречно сечение. Мекият алуминий показва голяма пластична деформация; прекомерните празнини могат да причинят екструзия на материала, лющене и дефекти на къдрене.
Стандартен метод за регулиране на междината на острието на линията за рязане на стоманена лента
В момента най-масовиятмашини за рязане на стоманени лентина пазара разчитат на прецизни подложки за постигане на прецизен контрол на междината на острието. Чрез добавяне или премахване на подложки и втулки с различна дебелина, радиалната междина между горните и долните остриета на режещия вал се контролира прецизно. Пълният процес на настройка се състои от четири основни операции:
(1) Съпоставяне на подложката с основната междина
Преди официално нарязване, първо потвърдете материала и дебелината на ролката, изберете основната стойност на междината според таблицата с параметрите на междината и след това изберете прецизни подложки със съответната дебелина, за да ги сглобите от двете страни на режещия вал и остриетата на линията за рязане на стоманена лента. Прецизно съгласуваната дебелина на подложката гарантира, че остриетата на машината за рязане на стоманена лента са равномерно захванати, предотвратявайки едностранно екструдиране, отчупване и извиване на ръбовете по време на процеса на срязване. Това значително намалява износването на острието и удължава експлоатационния живот на целия комплект фрези.
(2) Шлифоване и коригиране на концентричността на острието
Ако линията за рязане на стоманена лента се използва при висока интензивност за дълго време и остриетата се блъскат от едната страна, концентричността на острието ще стане небалансирана. Дори ако спецификациите на подложките са правилни, разстоянието между ножовете ще варира по време на работа. Този тип неизправност не може да се регулира с помощта на подложки. Целият комплект остриета трябва да се разглоби от режещия вал на машината за рязане на стоманени ленти, да се изпрати на професионална мелница за повторно шлайфане и външно шлайфане, коригиране на концентричността на острието, и след това да се инсталира отново на линията за рязане на стоманени ленти, преди да се регулира междината на подложките.
(3) Коригиране на небалансирани валове на режещи машини
Горният и долният режещ вал на машината за рязане на стоманени ленти са подложени на срязващи удари за дълъг период от време, което води до леко огъване и неравномерно износване на повърхността. По време на въртене на вала междината на острието периодично се измества, което води до неравности от едната страна на готовата лента и гладък срез от другата. За да се реши това, машината трябва да бъде спряна, възелът на режещия вал на линията за рязане на стоманени ленти да бъде разглобен, износените участъци по тялото на вала да се шлифоват и коригират, а динамичният баланс на режещия вал да се калибрира, за да се елиминират колебанията на междините, причинени от въртене.
(4) Стабилизираща междина на срязване с втулки
Подложките и разделителните втулки са основни спомагателни компоненти за регулиране на празнината в машината за рязане на стоманени ленти. Монтирани от двете страни на всяка група режещи остриета, те могат прецизно да разделят остриетата, да контролират режещата междина на една група и да поддържат хоризонталния паралелизъм на горните и долните остриета. Високоякостните стоманени уплътнения и втулки осигуряват висока твърдост, предотвратявайки остъргване и сблъсък на остриетата след сглобяване. Те също така осигуряват равномерно разстояние между множеството режещи остриета на режещия вал на цялата линия за рязане на стоманени ленти, като поддържат постоянна точност на рязане на множество ленти.
Спецификации на стандартната настройка за параметрите на междината на острието на линиите за рязане на стоманени ленти
Основната справка за настройка на разстоянието между ножоветемашини за рязане на стоманени лентие дебелината, твърдостта и якостта на опън на обработвания материал. Таблицата по-долу показва стандартната междина за различни често използвани метали, съвместими с линии за рязане на стоманени ленти:
|
Дебелина |
Неръждаема стомана |
Алуминий |
Стомана |
Въглеродна стомана |
Силикон Стийl |
| <0,1 мм |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 мм |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 мм |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 мм |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Регулирането на междината на острието на машина за рязане на стоманени ленти е основен процес за контролиране на качеството на готовия продукт за рязане на рулони. Прецизното съвпадение на стойността на празнината пряко влияе върху производствената ефективност, износването на инструмента и степента на квалификация на крайния продукт на линията за рязане на стоманени ленти. По време на ежедневната работа на машината за рязане на стоманени ленти операторите трябва да запомнят параметрите на празнината, съответстващи на материала и дебелината, да използват прецизни подложки за правилно регулиране и редовно да инспектират остриетата и режещия вал, за да намалят производствените повреди, като неравности, отчупване и отклонения в размерите.
За повече информация относнолиния за рязане на стоманена лентавъвеждане в експлоатация, избор на инструмент, съвети за обработка на рулони или за персонализиране на напълно автоматични машини за рязане на стоманени ленти, подходящи за неръждаема стомана, въглеродна стомана и алуминий, моля, свържете се директно с KINGREAL STEEL SLITTER!