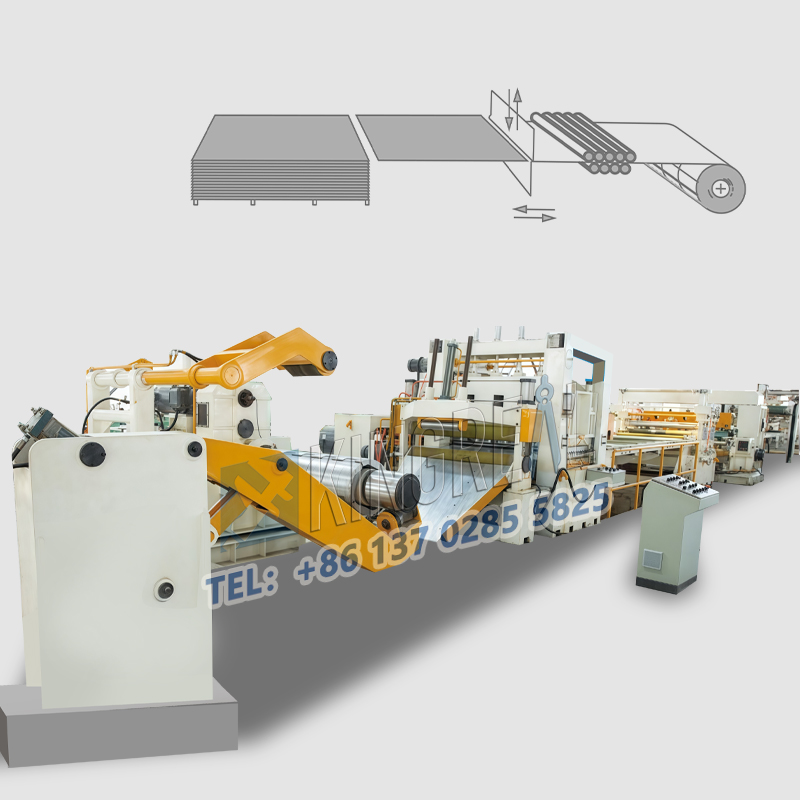
Машина за рязане с надлъжно срязванесе използва главно при използването на силициева стоманена ламарина, алуминиева намотка, поцинкована намотка, неръждаема стомана, обикновена въглеродна стомана и други намотки и ленти от листов материал по дължината на нарязването на множество малки ленти. Машина за рязане на метал с надлъжно срязване до известна степен известна също като надлъжно срязване, машина за рязане, валцуваща ножица, дискова ножица, машина за рязане.

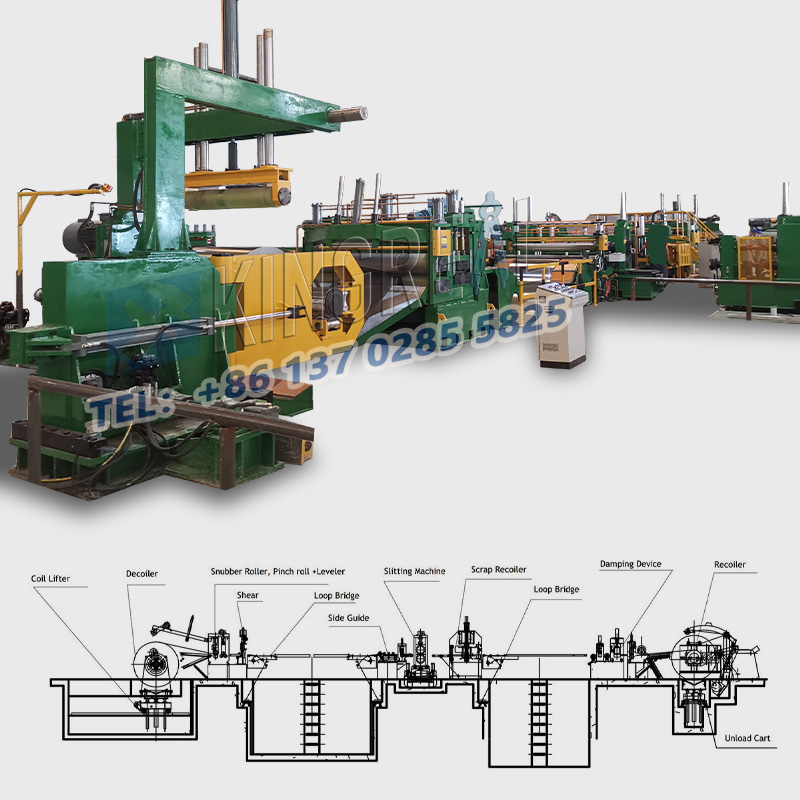
Описание на функцията: Машината за рязане и рязане на стомана се използва за рязане на лист от силициева стомана, алуминиева намотка, поцинкована намотка, неръждаема стомана, обикновена въглеродна стомана и друга намотка на няколко малки ленти по дължината. Машината за рязане с надлъжно срязване се състои от горен и долен ножов вал и фиксирана, синхронизирана повдигаща конструкция. Плакетът е отлят, обработка със стареене, прецизна обработка на пробиваща машина. Горният и долният режещ вал се обработват фино чрез много процеси, като струговане, високочестотна обработка, шлайфане, хромиране и след това шлайфане.
И така, какви са факторите, влияещи върху размера на рязане по време на работа на машината за рязане?
1. В процеса на работа на машинното оборудване за рязане, ако има проблем с напречното колебание на инструмента, това ще доведе до генериране на лоши размери, като напречното колебание на инструмента и външния диаметър на инструмента размерът е различен и лош. Тъй като стойността на напречното трептене на инструмента не може да бъде нула. Причината е грешката в точността на дебелината на инструмента, вътрешния диаметър, ширината на дистанционната втулка и т.н. и изкривяването, причинено от странично напрежение по време на срязване на дебели плочи.
2. По време на производството на оборудването на машината за рязане на стомана имаше проблем с напречното изкривяване на стоманената плоча, което доведе до лоши размери на ширината. Това се дължи на факта, че измерването на изрязания продукт в състояние на напречна деформация е по-голямо от стойността на настройка на ножа.
3. Поради производствената операция на оборудването на машината за рязане има известна грешка в съответствието в комплекта дистанционни елементи и ножовете. Кумулативната грешка става по-голяма, когато броят на парчетата е по-голям, когато ножът е съпоставен. Това се дължи на лошата настройка на горния толеранс. Важно е да знаете, че ширината на продукта, нарязан от машината за рязане, винаги е малко по-малка от страничните размери на продукта на ножа.
Следователно е необходимо предварително да се предвиди степента на тази разлика. Това се има предвид, когато се определят размерите на страната на продукта на времевия дистанционер на ножа. Използваният метод на срязване също се взема предвид. За сравнение, ако оборудването на машината за рязане използва срязване с право издърпване, тогава напрежението на стоманената намотка се увеличава, напречната деформация ще изчезне и размерът също ще намалее с разликата.