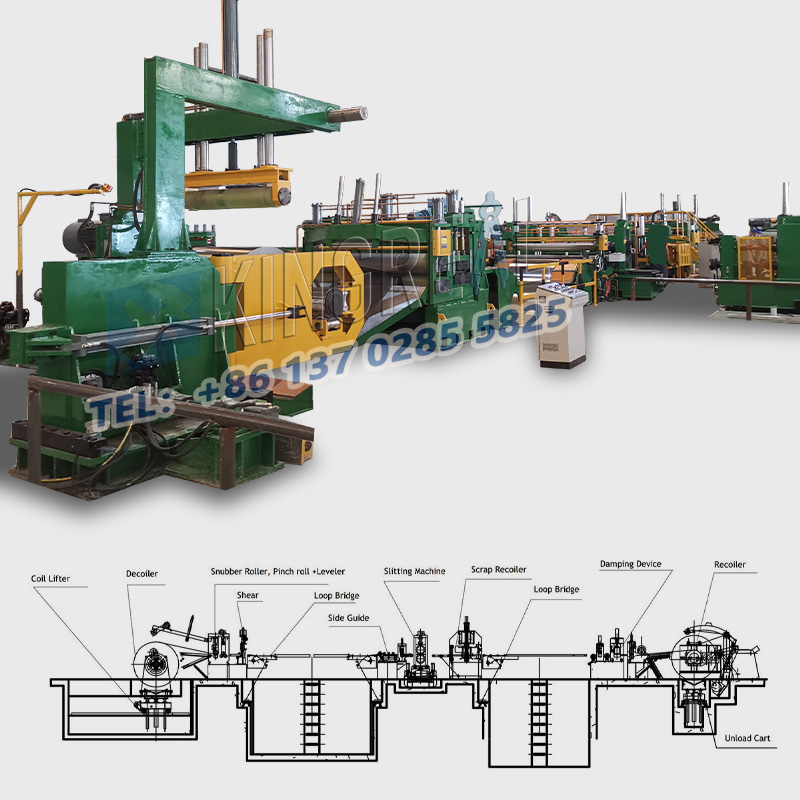
В aМетална прорезка машина, ролята на напрежението е да гарантира, че материалът поддържа постоянно напрежение по време на процеса на отрязване. Това е от съществено значение, за да се гарантира качеството и точността на намаляването. Станцията за напрежение обикновено се постига чрез контролиране на позицията на ролките и въртенето на дръжката за регулиране на напрежението или чрез регулиране на напрежението на материала чрез устройство за напрежение върху контролера на напрежението. Правилните настройки на напрежението могат да помогнат за постигане на ефективно, последователно и висококачествено производство.


За да зададете правилно напрежението на плъзгач, трябва да разгледате фактори като вида на материала, скоростта на материала и структурата на плъзгача. Различните видове материали изискват различни настройки на напрежението, докато скоростта на материала и структурата на плъзгача също ще повлияят на настройките на напрежението. Твърде високото или твърде ниското напрежение ще повлияе на производителността и качеството на продукта, така че трябва да се коригира според действителната ситуация, за да се постигне най -добрата ефективност на производството.
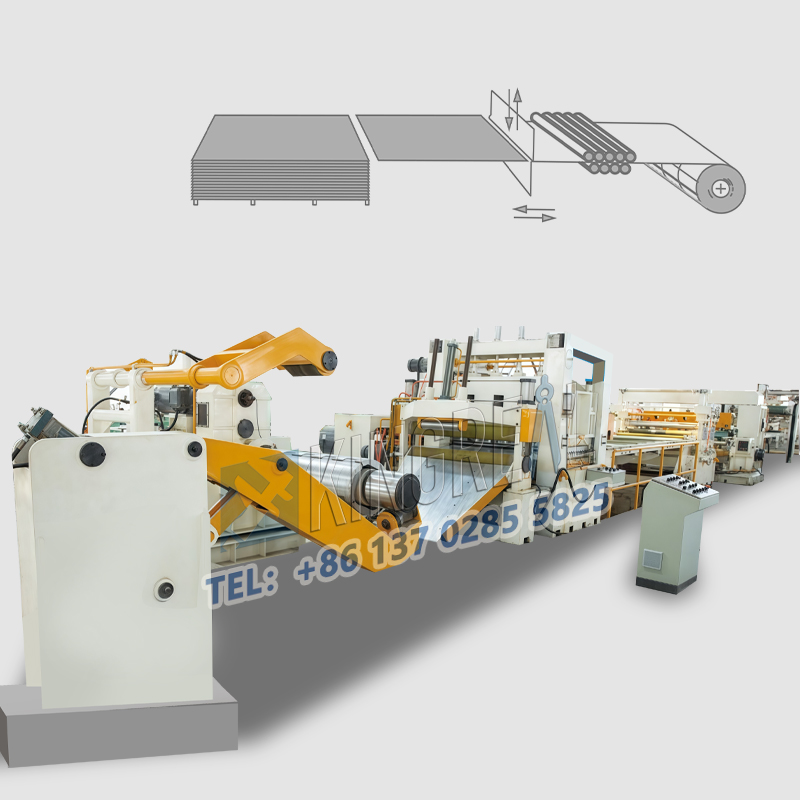
1. Обработката на повърхността на ролката на стоманената намотка не е добра, дизайнът на процеса е неразумен: В процеса на прорезнете материали, ролката ще се плъзга настрани (обикновено известен като ляво и дясно скитане), бръчки (издърпване на дисбаланса на материала), търкаля се надолу (материалът е твърде лек и твърде тънък, във въздуха твърде много). Тези проблеми ще доведат директно до неправилна намотка, което води до вълнообразни ръбове, изкривени ръбове и т.н.
2. Прекомерно напрежение на намотката: Директно води до формата на диска на готовия продукт, формата на барабана и др.;
3. Механична повреда на оборудването: като барабан за предаване или празни повреди на барабан, което води до движение на вала; Динамичното балансиране на барабана прецизността е твърде ниска;
4. Проблемът на дизайна на системата на напрежението: Съответстващият проблем на системата за напрежение ще доведе до напрежение не е контролируем, като по този начин води до тази ситуация;
5. Избор на намотка: Има различни начини за навиване. Според различните характеристики на продукта, изборът на намотка, повърхностна намотка, повърхностна намотка, повърхностна намотка, плъзгане и други форми;
6. Избор на инструменти за отрязване: Формите за рязане на рязане на скрепер, срязване, рязане на пресата и търкаляне също зависят от различните характеристики на материала. Точността не може да бъде осигурена, ако те не са избрани правилно;
7. Други подробности: причинени от статично електричество, експлоатация на оборудване, свойства на суровини и други проблеми.