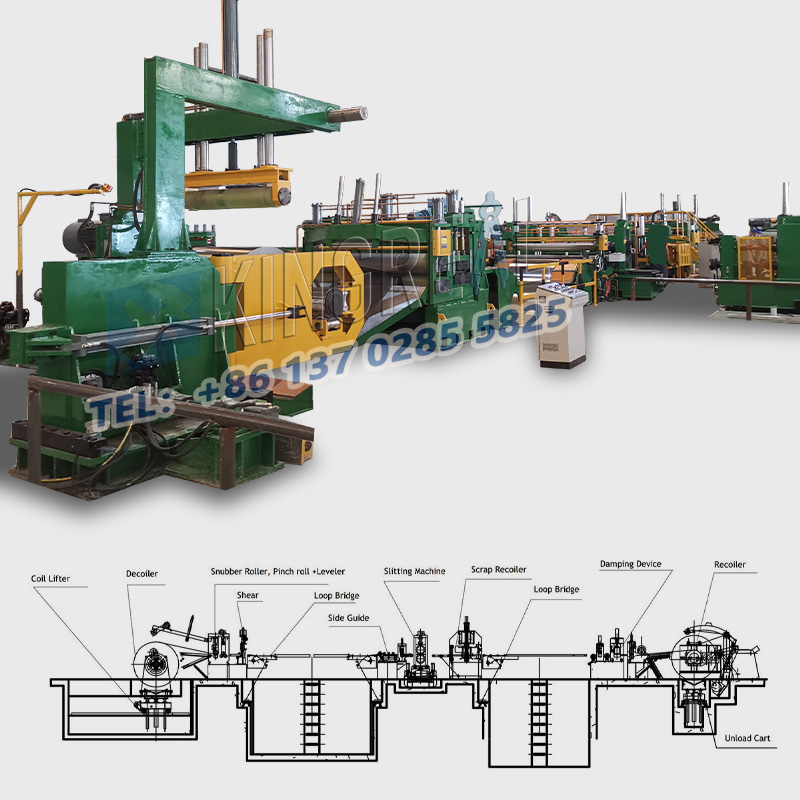
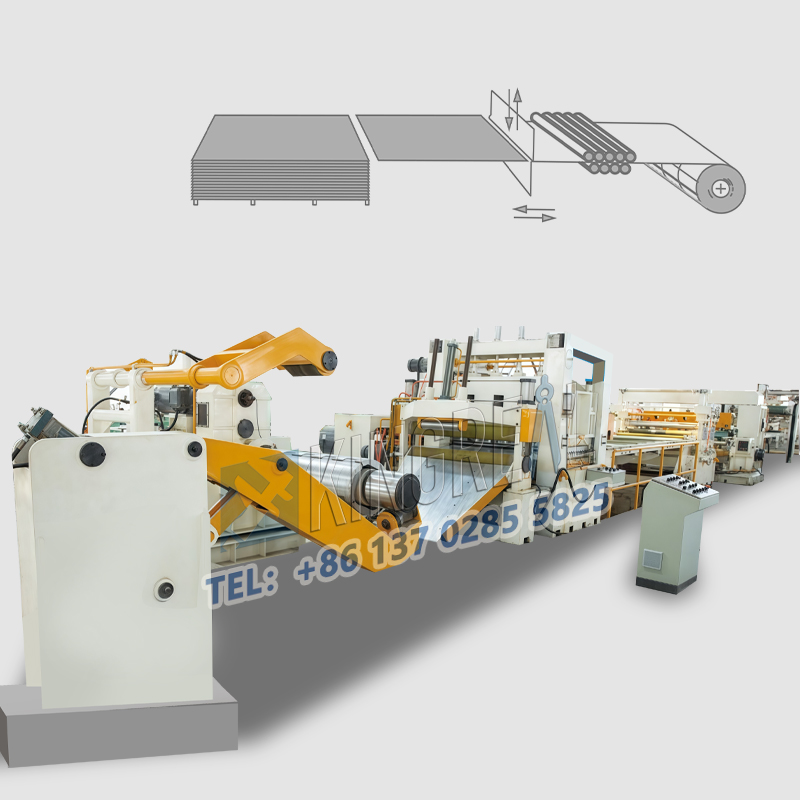
Машини за рязане на металсе използват широко в металообработващата промишленост, предимно за рязане на големи рула от метален материал на няколко тесни ленти. Въпреки това, по време на реална работа, линиите за рязане на метал могат да изпитат различни аномалии, водещи до намалена ефективност на обработката или загуба на материал. Тази статия от KINGREAL STEEL SLITTER ще разгледа няколко често срещани оперативни проблема с машините за рязане на метал и ще предостави съответните решения, за да помогне на потребителите да използват по-добре своите линии за рязане на метал.
1.1 Свиване на намотката
След нарязване, когато стоманената намотка се извади от макарата, тя често се свива и става овална. Основната причина за това явление е недостатъчното напрежение по време на процеса на навиване или наличието на масло против ръжда върху повърхността на стоманената лента, което предотвратява достатъчно триене между слоевете. За да се реши този проблем, могат да се предприемат следните мерки:
1.1.1 Осигурете достатъчно напрежение по време на процеса на навиване, за да предотвратите деформация на бобината.
1.1.2 Редовно проверявайте повърхността на стоманената лента, за да се уверите, че е чиста и без масло, като по този начин гарантирате добро триене между слоевете.
1.2 Неравни ръбове на стоманени бобини
Неравните ръбове на стоманената рулона се дължат главно на следните фактори:
1.2.1 Слабо напрежение: Слабото напрежение в началото на навиването и силното напрежение в края на навиването води до неравномерно навиване. За да се избегне това, напрежението трябва да се увеличи в началото на навиването и да се намали в края.
1.2.2 Неравномерно разпределение на напрежението: Ако стоманената лента не се среже направо по предния ръб или скобите се захапят в предния ръб на стоманената лента по време на рязане, това ще доведе до неравномерно разпределение на напрежението. Преди работа се уверете, че режещата лента е плътно прикрепена към повърхността на макарата, за да се осигури равномерно напрежение.
1.2.3 Осцилация в контурната яма: Ако стоманената лента се люлее от едната страна на другата в контурната яма и малките водещи ролки не са правилно фиксирани, това може да причини промени в ъгъла на опъващата плоча, което води до неравномерно навиване. За да се намали трептенето, може да се използва килим или филц след вдлъбнатината за примка за контакт с повърхността на стоманената лента, а малките водещи ролки трябва да бъдат фиксирани.
1.2.4 Генериране на неравности: За тесни стоманени ленти големи неравности или непостоянни неравности от двете страни по време на рязане могат да доведат до неравномерно навиване. Препоръчително е да обърнете стоманената лента с ръбове, обърнати нагоре, във вдлъбнатината на примката, така че ръбовете да гледат надолу, което ефективно предотвратява този проблем.
След нарязване стоманената лента може да прояви деформация като странично огъване. Причините са доста комплексни:
2.1 Неравномерно срязване:
На амашина за рязане на метал, неточни референтни точки на рамото на режещия вал, прекомерна аксиална хлабина на лагера на режещия вал или грешки в дистанционера или неговата дебелина могат да доведат до неравномерни междини на срязване, което води до деформация. Редовната проверка и калибриране на линията за рязане на метал, за да се гарантира нормалната й работа, може ефективно да предотврати тази ситуация.
2.2 Вариация на дебелината на материала:
Разликата в дебелината между средната и ръбовата част на широкия материал е често срещан проблем, особено при валцованите материали. Поради разликите в прецизността на линията за рязане на метал и техниките за регулиране, вариациите в дебелината на материалите от различните производители също варират. Препоръчително е да се извърши тестване на дебелината преди обработката и да се коригира според действителната разлика в дебелината.
2.3 Огъване на основния материал:
Вътрешното напрежение, генерирано в основния материал по време на валцуване, се нарича потенциално остатъчно напрежение. Загубата на баланс на напрежението след надлъжно нарязване може да доведе до огъване на стоманена лента. Следователно изборът на висококачествени суровини и оптимизирането на процеса на валцуване са важни решения.
2.4 Непоследователни изпъкналости или ръбове:
Ако дебелината на плочата е по-голяма от страната с по-големи грапавини по време на навиване, това ще доведе до по-голям диаметър на намотката и ще образува огъване във формата на тръба. За да се справи с това, от другата страна може да се постави хартия с подходяща дебелина или да се използва процес на нарязване.
2.5 Вълнообразни ръбове на лентата:
По време на процеса на навиване наличието на неравности може да доведе до увеличаване на дебелината на ръба на стоманената лента, което води до удължаване на ръба. По време на работа на машината за рязане на метал, хоризонталната хлабина трябва да се увеличи, за да се намали страничното налягане. В допълнение, използването на остриета, подходящи за материала, който се реже, и намаляването на износването на острието също помага за решаването на този проблем.
3.1 Уловен от остриетата
Когато разрязвате тясна стоманена лента, ако притискащата плоча с форма на пръст не запълни напълно празнината между двете външни остриета, стоманената лента може да бъде захваната от двете външни остриета, което води до гънки. Ефективна стратегия за предотвратяване на този проблем е да се запълни празнината между външните остриета с плоска притискаща плоча и да се гарантира, че керосинът се прилага редовно върху остриетата, за да се намали триенето.
3.2 Биговане при челюстите на навиващия барабан
При машините за рязане на метал, ако стоманената лента не приляга плътно към навиващия барабан по време на първото преминаване на навиване, може да се появят гънки по време на следващото навиване. За да се избегне това, челюстите на барабана за навиване трябва да се проверяват редовно и трябва да се гарантира, че стоманената лента е надеждно и здраво закрепена към барабана в началото на навиването.
4.1 Следи от острието, причинени от притискащи плочи
Ако височината на притискащата плоча не е в съответствие с водещата плоча, това може да причини прекомерен натиск върху стоманената лента, което да доведе до следи от острието. Следователно височината на притискащата плоча трябва редовно да се проверява и регулира, за да се гарантира, че е в съответствие с височината на направляващата плоча.
4.2 Вибрация на притискащата плоча на острието
Когато притискащата плоча на острието вибрира нагоре и надолу, това също може да причини следи от острието. Тези следи от острието обикновено са периодични и основните причини включват огъване на шпиндела, прекомерна хлабина между острието и шпиндела и синтероване на метални остатъци от другата страна на острието. Проверката на състоянието на шпиндела и поддържането на остриетата чисти може ефективно да намали появата на следи от остриетата.
Линии за рязане на металнеизбежно срещат различни проблеми по време на ежедневна употреба, но много проблеми могат да бъдат избегнати или смекчени чрез щателна проверка и поддръжка. Разбирането и овладяването на общи проблеми и техните решения за машини за рязане на метал може да помогне на потребителите да оптимизират производствените процеси и да подобрят ефективността на работа. KINGREAL STEEL SLITTER се надява горните предложения да ви осигурят ценна справка при използването на вашата линия за рязане на метал и да осигурят нейната непрекъсната и ефективна работа. Ако имате някакви въпроси, моля не се колебайте да се свържете с KINGREAL STEEL SLITTER!