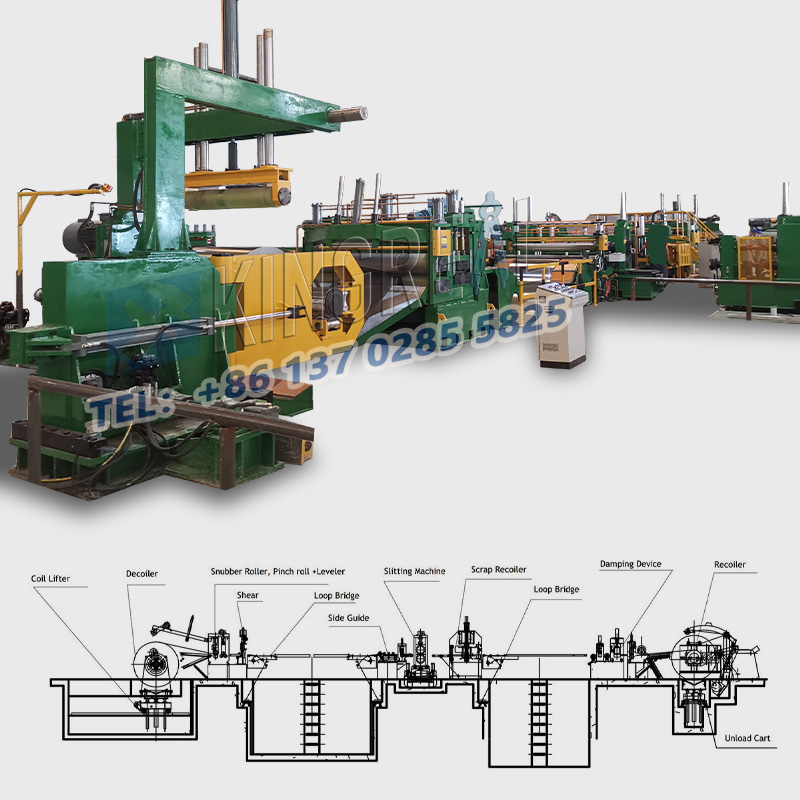
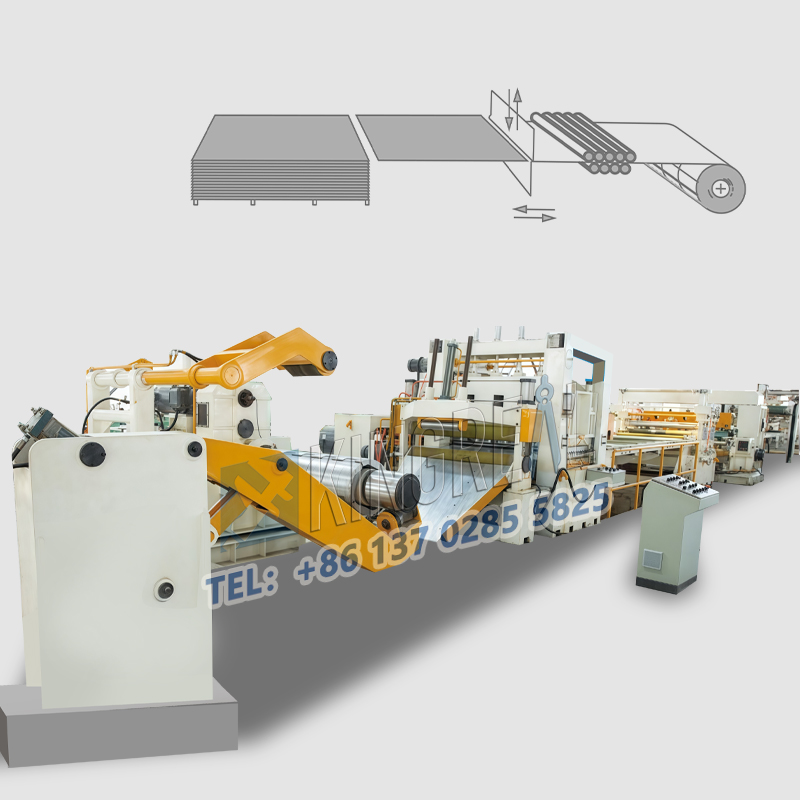
Линии за рязане на рулониизвършвайте операции като развиване, нарязване и пренавиване на широки ролки от материал, за да произвеждате тесни ленти с висока прецизност и без неравности. Въпреки това, някои необичайни явления могат да възникнат по време на работата на машината за рязане на стоманени рулони, включително необичайна форма на намотка и деформация при обработка на ламарина. Тази статия от KINGREAL STEEL SLITTER ще предостави подробно обяснение как да се решат често срещаните проблеми в линиите за рязане на стоманени рулони, за да се осигури ефективна работа.
1. Мека намотка
-Феномен: Поради разхлабване, стоманената намотка развива мека намотка с овална форма, след като бъде свалена от вала на машината за пренавиване.
-Решение: Уверете се, че има достатъчно напрежение в началото на навиването, след това бавно намалете налягането, докато обемът на бобината нараства. Правилното регулиране на напрежението може ефективно да предотврати появата на меки намотки.
2. Неравномерно навиване
-Феномен: Стоманената намотка показва телескопична форма, причинена от неправилно навиване.
-Причини и решения:
A. Недостатъчно напрежение: Ако първоначалното напрежение е ниско, неизбежно ще възникнат несъосности по време на довършването. Като се започне с навиване, се препоръчва да се повиши напрежението; прогресивно го намалявайте с нарастването на обема на бобината.
B. Небалансирано напрежение: Лошият ъгъл на рязане или разместването на водача може да доведе до неравномерни дължини от всяка страна. Уверете се, че машината за пренавиване е правилно подравнена, за да намалите до минимум възможността от промени в напрежението; проверете настройките му.
C. Лоша позиция на зацепване на вътрешната скоба: Непостоянното зацепване причинява промени в напрежението; позицията на сепаратора трябва да се коригира отново, за да се осигури последователност.
D. Стоманена лента, люлееща се наляво и надясно в примката: Използването на меки материали като филц за натискане надолу може ефективно да предотврати люлеенето.
Д. Спиране на производствената линия: При рестартиране след спиране трябва да се обърне внимание на възстановяването на напрежението, за да се поддържа стабилно налягане на намотката.
F. Неправилна настройка на ширината на разделителя: Уверете се, че ширината на разделителя е зададена по подходящ начин, обикновено ширината на крайния продукт плюс дебелината на плочата.
3. Арка с вътрешен диаметър
-Феномен: По време на процеса на навиване стоманената бобина внезапно проявява извиване на вътрешния диаметър, когато се извади от машината за пренавиване.
-Причина: Това обикновено е свързано с прекомерно напрежение на навиване, особено при обработка на дебели плочи.
-Решение: Регулирайте натиска и осигурете равномерно напрежение, за да избегнете извиването на вътрешния диаметър.
1. Змийско огъване (Sickle Bend)
-Феномен: Срязването кара стоманената намотка да се огъва в посока на ширината.
-Причини и мерки за противодействие:
A. Проблеми със суровините: Остатъчното напрежение в основната намотка се освобождава след срязване. Препоръчително е да се извърши лечение за облекчаване на напрежението по време на обработката на материала.
B. Проблеми с неравности: Неравностите причиняват неравномерна дебелина на ръбовете. Поддържайте остри инструменти по време на обработката, за да избегнете разкъсвания.
C. Неравномерна междина на острието: Осигурете равномерна междина на острието, за да избегнете разликите в разтягането, причинени от прекалено големи или малки празнини в определени зони.
D. Едностранно опъване на намотката: Поддържайте еднакво цялостно напрежение и регулирайте разделителите и плочите за опъване, за да осигурите последователност.
E. Прекалено стегнати странични водачи: Регулирайте страничните водачи по подходящ начин по време на разрязване, за да избегнете прекомерно натягане.
2. Крайни вълни
-Феномен: Краищата на стоманената лента се деформират поради разтягане.
-Причини и мерки за противодействие:
A. Ръбови вълни, причинени от неравности: Засилете наблюдението на неравностите и незабавно се справяйте с тях.
B. Прекален натиск от измервателната ролка: Регулирайте параметрите на натиска на ролката, за да предотвратите прекомерно разтягане.
C. Странично износване на режещите инструменти: За да гарантирате качеството на рязане, често проверявайте състоянието на режещите инструменти.
D. Разлика във височината на страничните водачи: Проверявайте редовно височината на режещите инструменти, за да осигурите последователност.
E. Износване на отклоняващата ролка преди намотката: Редовно измервайте износването на предната ролка, за да осигурите равномерно напрежение.
3. Гънки на талията
-Феномен: Появяват се гънки по ширината на стоманената плоча.
-Причини и мерки за противодействие:
A. Гънки, причинени от режещия нож: Регулирайте размера на гумените пръстени, за да предотвратите захващането им от режещите инструменти.
B. Проблеми с формата на суровината: Използвайте машина за нивелиране с три ролки и извършете проверки на качеството преди стъпката на рязане.
C. Проблеми с разширяващия и свиващия барабан: Осигурете добър контакт между стоманената лента и барабана по време на процеса на разширяване и свиване, за да избегнете неравности.
4. Знаци за навиване
-Феномен: Неравностите на повърхността на разширяващия се и свиващ се барабан на намотката влияе върху качеството на навиване.
-Мерки за противодействие: Редовно проверявайте повърхността на разширяващия се и свиващ се барабан и го коригирайте или сменете незабавно.
5. Бръчки
-Феномен: На повърхността на стоманената плоча се появяват бръчки.
-Причини и решения:
A. Проблеми с хартията за хартия: Осигурете качеството на хартията за хартия и избягвайте припокриване и набръчкване.
B. Проблеми с гумените пръстени: Редовно проверявайте състоянието на гумените пръстени, за да сте сигурни, че не са разхлабени.
C. Неправилно регулиране на напрежението: Укрепете регулирането на плочата за опъване, за да предотвратите бръчки.
При отстраняване на неизправностилиния за рязане на стоманени рулонинеизправности, трябва да се възприеме систематичен подход. Обикновено могат да се следват следните стъпки:
-Запис на данни: Запишете работната среда, времето и зададените параметри, когато възникне неизправност.
- Проверка на място: Извършете визуална проверка, за да наблюдавате работния статус на машината за рязане на стоманени рулони.
-Комуникирайте с оператора: Попитайте оператора за работните стъпки, преди да възникне неизправността.
- Отстраняване на неизправности стъпка по стъпка: Проверете потенциалните проблеми един по един според горната класификация на неизправностите.
- Използване на инструмента: Използвайте необходимите инструменти и инструменти за измерване и настройка.
KINGREAL STEEL SLITTER се надява, че чрез тази статия можете ефективно да се справите с различни проблеми в работата налиния за рязане на стоманени рулонии гарантира стабилно и непрекъснато производство. Редовната поддръжка и професионалното обучение също са важни мерки за предотвратяване на неизправности.