Един от най-важните фактори за гарантиране на качеството на тесните ленти е прецизното нарязване. Независимо дали е неръждаема стомана, стомана, алуминиева сплав, мед, PPGI, студено валцувани или горещо валцувани, поддържането на строги допуски по време на рязане е незабавно свързано с качеството на продукта, ефективността на обработката надолу по веригата и удовлетвореността на клиентите. Тесните ленти могат да бъдат отхвърлени дори при малки разлики в ширината на прореза, дефекти по ръбовете или промени в кривината на материала.
И така, как можете правилно да управлявате aлиния за рязане на стоманена лентаза постигане на тесни допуски? Тази статия разглежда пет ключови аспекта: настройка на машината за рязане на стоманени ленти, контрол на напрежението, конфигурация на инструмента, обработка на материали и поддръжка на линията за рязане на стоманени ленти.

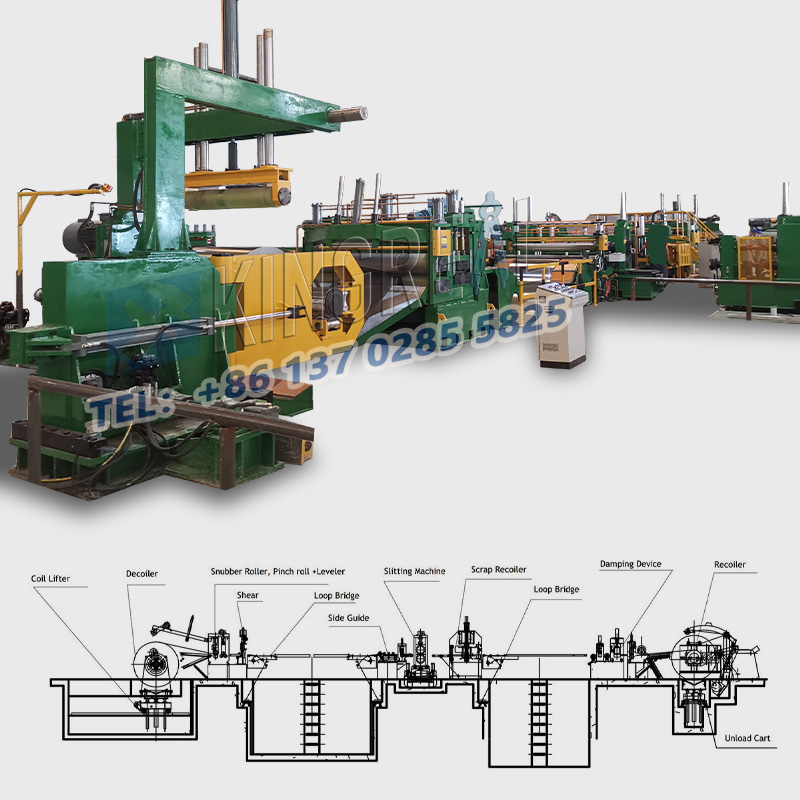
Първоначалната настройка намашина за рязане на стоманени лентие от основно значение за постигане на толеранси на рязане. Пет ключови аспекта трябва да бъдат разгледани преди стартиране:
- Подравняване на линията за рязане на стоманена лента: Преди да пуснете материал, проверете центровката на дорника (за да осигурите точна работа на сърцевината), оста на рязане (успоредна на оста на развиване/навиване назад) и основата на машината за рязане на стоманена лента. Използват се инструменти за лазерно подравняване, за да се осигури прецизно позициониране на компонентите, за да се избегнат грешки, причинени от неправилно подравняване.
- Избор и монтаж на магнитна сърцевина: Изберете кръгла, права магнитна сърцевина с вътрешен диаметър, който съответства на вала на машината за рязане на стоманена лента. Уверете се, че е здраво монтиран, за да предотвратите изплъзване или деформация. Грешките в концентричността на сърцевината могат да стигнат до отвора за прорязване, като по този начин компрометират качеството на ръба и точността на ширината.
-Позициониране на инструмента: Регулирайте прецизно позицията на инструмента, за да определите ширината на рязане според спецификациите на поръчката, като използвате измервателен уред за калибриране или проверено цифрово показание за линията за рязане на стоманена лента. Проверете преди стартиране, за да се уверите, че инструментът е заключен на място, за да предотвратите изместване и причиняване на отклонение.
- Водач на ролката: Регулирайте първоначалната позиция на водача, за да центрирате ролката, преди да влезете в зоната за рязане, за да предотвратите неравномерно напрежение и отклонение при рязане, като гарантирате стабилност на размерите.
- Проверка на програмата: Ако машината за рязане на стоманени ленти е програмируема, потвърдете, че е заредена правилната програма и че параметри като кривата на опън и скоростта на рязане отговарят на работните изисквания, за да избегнете грешки в параметрите, които биха могли да повлияят на допустимите отклонения.
 |
 |
Стабилното напрежение е от ключово значение за допустимите отклонения при рязане и изисква управление в четири ключови области:
- Консистенция на напрежението: Поддържайте равномерно напрежение по цялата дължинамашина за рязане на стоманени лентипроцес, от развиване, нарязване до пренавиване. Промените в ширината на материала, разтягането, вълните на ръбовете, извиването и допустимите отклонения са силно засегнати от промяната на напрежението.
-Зонов контрол: Модерните линии за рязане на стоманени ленти имат независими зони за опъване за развиване, рязане и пренавиване. Датчиците за натоварване и регулаторите на опън трябва редовно да се калибрират.
-Напрежението трябва да се настрои въз основа на характеристиките на материала: твърде ниското може да доведе до приплъзване и лошо проследяване; твърде високо може да разтегне материала, причинявайки деформация на ръба.
-Пренавиване: За компресируеми материали се прилага по-голямо напрежение в сърцевината, което постепенно намалява с увеличаване на диаметъра на ролката, за да се осигури стабилна ролка без разтягане. Неправилното заостряне може да причини повреда на ръба, неравномерно навиване и компромис с консистенцията на ширината.
-Познаване на материала: Различните материали изискват различни стратегии за разтягане. Познаването на модула на еластичност и границата на провлачване на материала е от съществено значение, за да може да се измисли подходяща схема на опън, за да се избегнат повреди на материала или нарушения на толеранса.
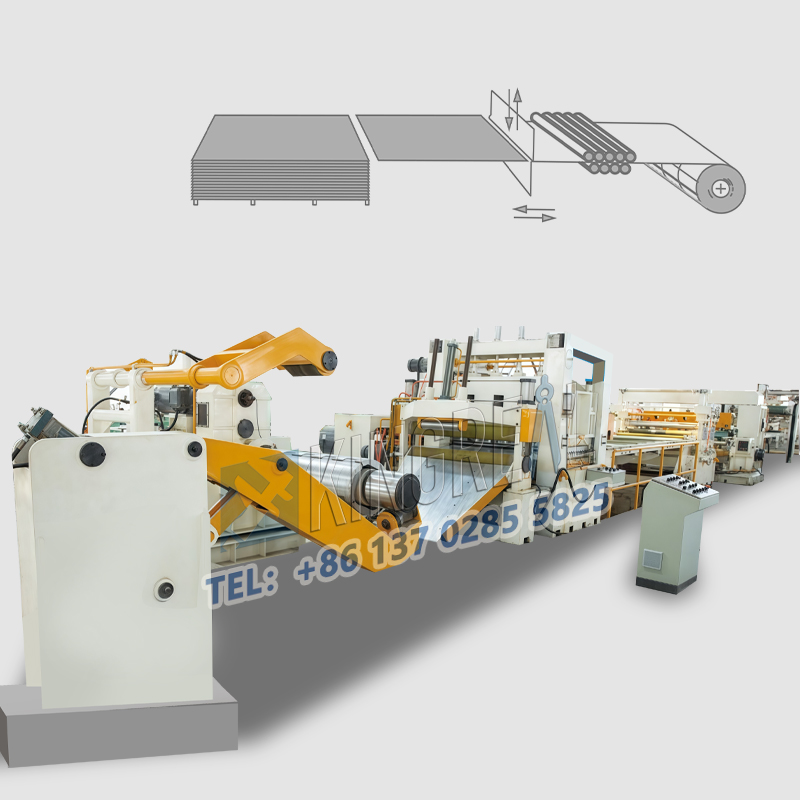
Настройките на инструмента определят качеството на рязане и точността на размерите, като се фокусират върху четири ключови аспекта:
-Острота на инструмента: Тъпият инструмент може да изстиска или разкъса материала, създавайки неравности и нарушавайки допустимите отклонения. За да се поддържат остри ръбове, трябва да се зададе график за заточване/смяна на инструмента, базиран на характеристиките на износване на материала и цикъла на обработка.
-Тип на инструмента и метод на рязане: Изберете инструменти въз основа на изискванията за материал и рязане. Изберете между хвърчащо срязване (непрекъснато високоскоростно), ротационно срязване (високо прецизно) или фиксирано срязване (с прекъсване на малки партиди) въз основа на нуждите на клиента, за да осигурите толеранси.
- Оптимизиране на ъгъла: За машини за рязане на стоманени ленти тип бръснач, регулирайте ъгъла на острието според материала, за да балансирате качеството на рязане с износването на инструмента. Настройте фино разстоянието и припокриването между горните и долните остриета за линии за рязане на стоманени ленти с ножица (консултирайте се с таблицата на производителя и вземете предвид качествата на материала). Неправилното разстояние или припокриване може да причини неравности и грапави ръбове.
-Оперативна стабилност: Уверете се, чемашина за рязане на стоманени лентиКаретката на острието е успоредна на оста на острието и това радиално биене на въртящия се острие е сведено до минимум, за да се избегнат белези от "трептене" и нестабилно качество на ръба.
 |
 |
Стандартизираното боравене с материали може да предотврати промените в толеранса, предизвикани от материала. Съсредоточете се върху четири ключови области:
- Цялост на фугите: Използвайте здрави, еднакво дебели фуги, за да избегнете повреда на фугата или прекомерна дебелина, която може да причини блокиране на оборудването, колебания на напрежението и повреда на срязания ръб.
-Насочване на ръбовете: Използват се активни водачи на лентите, за да се гарантира, че лентите са центрирани в зоната на разрязване, предотвратявайки отклонение на лентите, водещо до неравномерна ширина и лошо качество на външните ръбове на лентата.
-Манипулиране на ролки: Използвайте кранове и подемници на шахти за товарене и разтоварване на ролки. Избягвайте удари или изпускания, които могат да повредят сърцевината и да повлияят на концентричността налиния за рязане на стоманена лентамонтаж. Работете внимателно с готовите ролки, за да предотвратите повреда и деформация на ръбовете.
-Управление на отломките: Поддържайте зоната на рязане чиста и отстранявайте незабавно отломките, за да предотвратите отклоняването на лентата, преченето на резачката или засядането в ролката, оказвайки влияние върху качеството и допустимите отклонения.
Поддръжката гарантира стабилностлиния за рязане на стоманена лентаработа и точност на толеранса чрез фокусиране върху пет ключови области:
-Превантивна поддръжка: Проверете подравняването на компонентите, лагерите, напрежението на ремъка, износването на зъбните колела и пневматичните/хидравличните системи според графика на производителя и незабавно адресирайте потенциални проблеми.
- Управление на смазването: Смазвайте според определеното време, количество и тип, за да избегнете прекомерно смазване (лошо разсейване на топлината) или недостатъчно смазване (високо триене), което може да причини износване на компонентите и вибрации.
-Проверка на износването на компонентите: Редовно проверявайте ключови компоненти като лагери, валове и зъбни колела и незабавно сменете всички силно износени компоненти, за да предотвратите въздействието на вибрации, приплъзване и разместване на толерансите.
-Калибриране и поддръжка: Редовно калибрирайте сензори за напрежение, клетки за натоварване и системи за цифрово позициониране, за да предотвратите грешки в измерването, причинени от некалибрирани инструменти, които могат да повлияят на настройките на параметрите.
-Почистване: Почистете машината за рязане на стоманени ленти от прах, мазнини и отломки, особено около лагерите, водещите релси и сензорите, за да осигурите гладка работа и да улесните откриването на проблеми.