Машини за рязане на металсе използват за производство на тесни ленти, които отговарят на изискванията на клиентите, от метални рулони като неръждаема стомана, стомана, алуминий, мед, горещо валцувани, студено валцувани и PPGI чрез процеси като развиване, нарязване и навиване. Тези линии за рязане на метал намират широко приложение в областта на металообработката. Като ключова връзка във фината обработка на метални рулони, машината за рязане на метал свързва суровините с производството на крайни продукти надолу по веригата. Сред тях търсенето на линии за рязане на метали в области като автомобилни части, черупки за домакински уреди и производство на тръби е особено силно.
Следователно разбирането на линиите за рязане на метали и процесите на рязане може да помогне на предприятията да оптимизират производствените процедури, да намалят материалните отпадъци, да подобрят точността на продукта и да положат основата за последващо ефективно производство. В тази статия KINGREAL STEEL SLITTER ще представи основните познания за машините за рязане на метал и процесите на рязане от пет съвета за всеки.

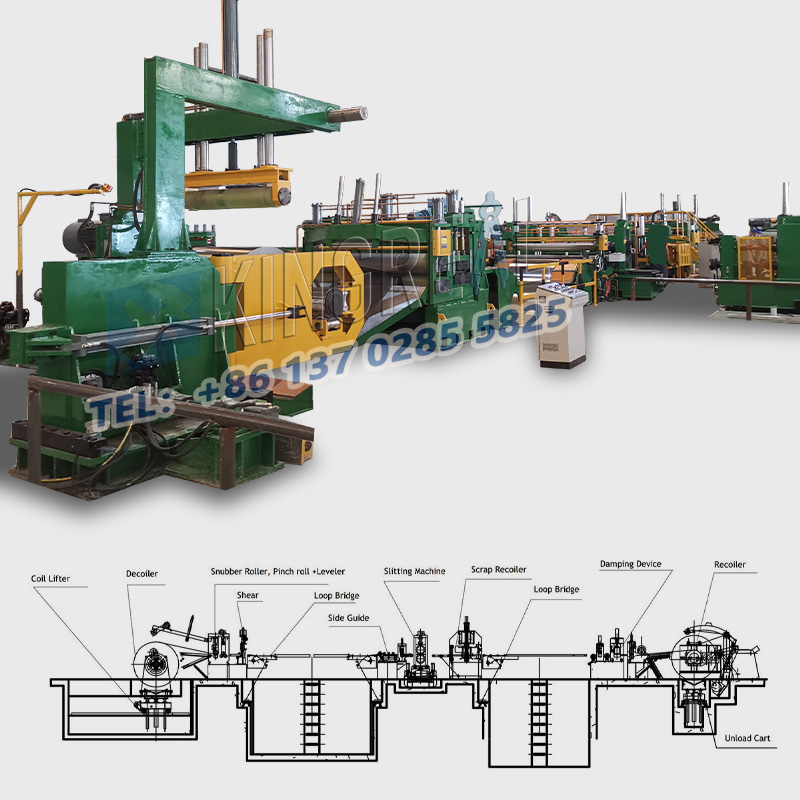
, полуавтоматична линия за рязане на метал.
Устройството за размотаване се използва за стабилно освобождаване на метални намотки като стоманени ленти и алуминиеви ленти, като предотвратява отклонението на намотките или неравномерно напрежение. Като цяло машината за размотаване, оборудвана с машина за рязане на метал, включва опорен вал на рулона и система за контрол на напрежението. Някои машини за рязане на метал също са оборудвани с автоматично центриращо устройство за адаптиране към метални рулони с различни ширини/дебелини.
- Устройство за водене и нивелиране за линия за рязане на метал
Оборудване налиния за рязане на металс модула за насочване и нивелиране има за цел да коригира огъването и набръчкването на намотката по време на транспортиране, като гарантира, че намотката влиза в етапа на надлъжно рязане в плоско състояние и намалява последващите грешки при рязане. В допълнение, ефектът на изравняване ще повлияе пряко на плоскостта на крайната дъска за рязане, като се избягват грубите режещи ръбове, причинени от неравности на намотката
- Слитер за линия за рязане на метал
Машината за рязане на метал реже широки метални рулони на тесни ленти според предварително зададения размер чрез множество комплекти ножове за рязане. Сред тях точността на регулиране на разстоянието между групите ножове на машината за рязане на метал обикновено е ±0,1 mm. Материалът на остриетата ще бъде избран от инженерите на KINGREAL STEEL SLITTER според естеството на обработваните материали на клиента, като бързорежеща стомана, твърда сплав, съвместима с метали с различна твърдост.
- Навиващ агрегат за машина за рязане на метал
Тесните метални ленти след нарязване са спретнато навити на рула, за да се улесни последващото съхранение, транспортиране или директно влизане в следващата процедура на обработка (като щамповане, огъване). Напрежението на навиване трябва да бъде съобразено със скоростта на рязане, за да се предотврати разтягане и деформиране или разхлабване на лентата по време на навиване, като се гарантира стегнатостта на готовия ролков материал.
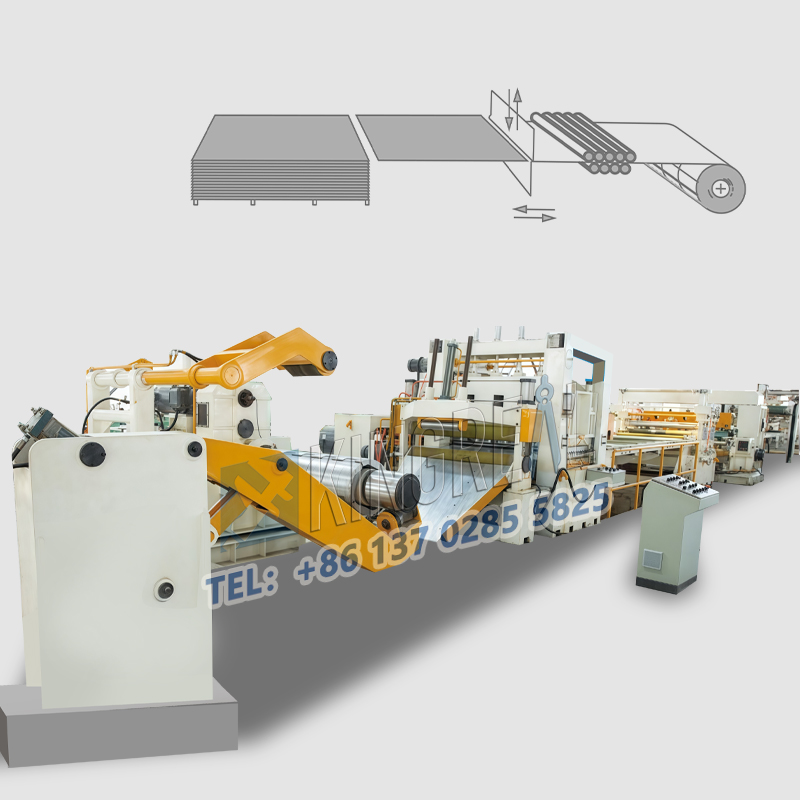
Стъпка 1: Инспекция на намотки и настройка на параметри за линия за рязане на метал
Тествайте материала (като въглеродна стомана, неръждаема стомана, алуминиева сплав, силиконова стомана и др.), дебелината (0,2-16 мм) и ширината на металната намотка и съпоставете съответните параметри налиния за рязане на металВъзможни причини: недостатъчно или неравномерно напрежение на намотката, асинхронна скорост на навиване и скорост на рязане, непълно изравняване на материала на намотката.
Стъпка 2: Развийте и нивелирайте за метална линия за рязане
Стартирайте устройството за размотаване, за да освободите материала на намотката, подравнете го през направляващия механизъм и след това елиминирайте вътрешното напрежение на материала на намотката през нивелиращата ролка, за да сте сигурни, че материалът на намотката плавно влиза в процеса на рязане.
Стъпка 3: Прецизно рязане за машина за рязане на метал
Групата ножове за рязане извършва надлъжно рязане на намотката на предварително зададени интервали и едновременно с това фиксира намотката чрез притискащия механизъм, за да предотврати изместването на намотката по време на рязане. Наблюдавайте качеството на рязане на ръбовете в реално време (като липса на неравности и извити ръбове) и настройте фино натиска или скоростта на комплекта инструменти, както ситуацията изисква.
Стъпка 4: Откат за машина за рязане на метал
Тесните ленти след нарязване влизат в намотката през водещата ролка и се навиват на ролки според предварително зададеното напрежение. Някои модели са оборудвани с функции за автоматично нарязване и етикетиране
 |
 |
Според различните изисквания на клиентите KINGREAL STEEL SLITTER е проектирал различни видове линии за рязане на метал. Следва производственият план за машината за рязане на метал.
По метален материал: машина за рязане на рулони от неръждаема стомана, машина за рязане на стоманени ленти, машина за рязане на рулони от силициева стомана, машина за рязане на алуминиеви рулони....
По дебелина на материала:лека машина за рязане(0.2-3mm),машина за рязане със средно натоварване(3mm-6mm),тежкотоварна машина за рязане(6-16 мм).
По степен на автоматизация:напълно автоматична машина за рязане на метал, полуавтоматична линия за рязане на метал.
Чрез персонализиране:високоскоростна машина за рязане на метал, машина за рязане на намотка с двойна глава за рязане, машина за рязане на бобини с обтягане на колана.
Проблем 1: По време на рязане на ръбовете се появяват неравности и извити ръбове
Възможни причини: износване/пасивация на острието, неправилно регулиране на разстоянието между групите остриета и несъответствие между скоростта на рязане и металния материал.
Решение 1: Редовно проверявайтелиния за рязане на метали сменете остриетата, калибрирайте отново разстоянието между групите остриета и регулирайте скоростта на рязане според твърдостта на метала.
Проблем 2: Прекомерно отклонение в ширината на лентите след нарязване
Възможни причини: Неточно центриране на бобината, недостатъчна точност на позициониране на групата инструменти и колебания на напрежението, причиняващи изместване на бобината.
Решение 2: Проверете функцията за центриране на водещия механизъм на машината за рязане на метал, калибрирайте отново системата за позициониране на групата ножове и оптимизирайте параметрите за контрол на напрежението.
Проблем 3: Материалът на ролката се разхлабва или набръчква след навиване
Възможни причини: недостатъчно или неравномерно напрежение на намотката, асинхронна скорост на навиване и скорост на рязане, непълно изравняване на материала на намотката.
Решение: Регулирайте напрежението на навиване на подходяща стойност, едновременно с това оптимизирайте скоростите на рязане и навиване и проверете дали ролковите валове на машината за нивелиране в машината за рязане на метал са износени.
* Проверка на качеството на процеса на рязане
Проверка на размерите: Използвайте дебеломери и лазерни измервателни уреди за ширина, за да проверите точността на ширината и дебелината на тесните ленти, за да сте сигурни, че отговарят на изискванията на поръчката.
Визуална проверка: Проверете визуално или чрез инструменти дали изрязаният ръб е гладък и без неравности и дали има драскотини или бръчки по повърхността на ролковия материал.
Тестване на ефективността: Проверете дали механичните свойства на метала след нарязване (като якост на опън) са били повредени поради обработката.
*Ежедневна поддръжка на металорежещи машини
Редовно почистване: Отстранете металните остатъци от вътрешността налиния за рязане на металСъвет 4: Често срещани проблеми и решения при работа на линия за рязане на метал
Смазване на компонентите: Редовно добавяйте смазочно масло към движещите се части като лагерите на групата за настройка на инструмента и валовете за развиване/навиване, за да намалите износването
Поддръжка на остриетата: Редовно полирайте и пасивирайте остриетата или ги сменете според степента на износване, за да избегнете повлияване на качеството на обработка поради проблеми с острието.
Калибриране на системата: Калибрирайте параметрите в PLC контролната система месечно/тримесечно, за да сте сигурни, че линията за рязане на метал е в точно работно състояние.