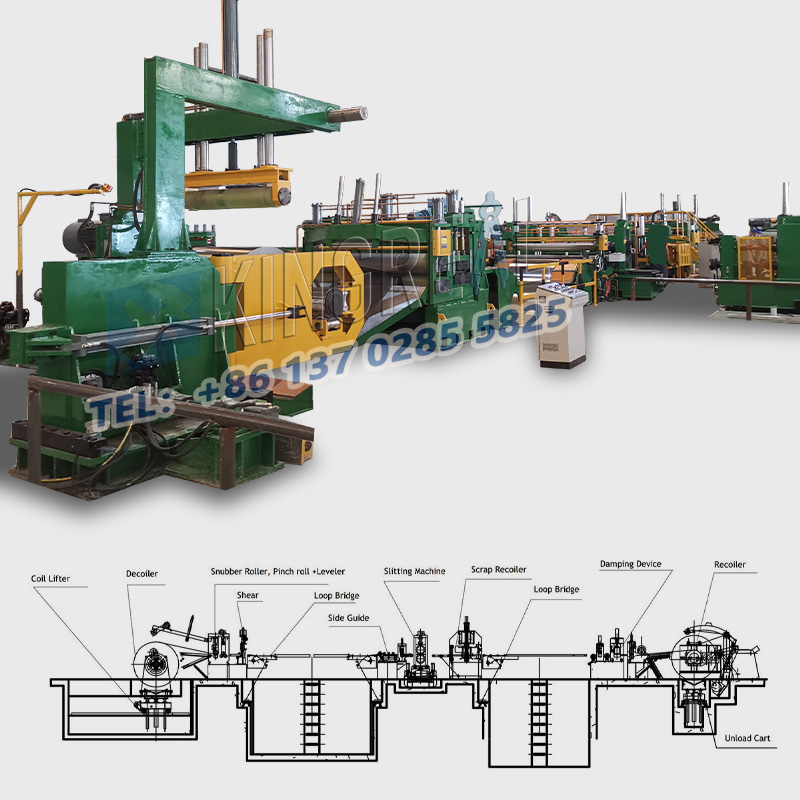
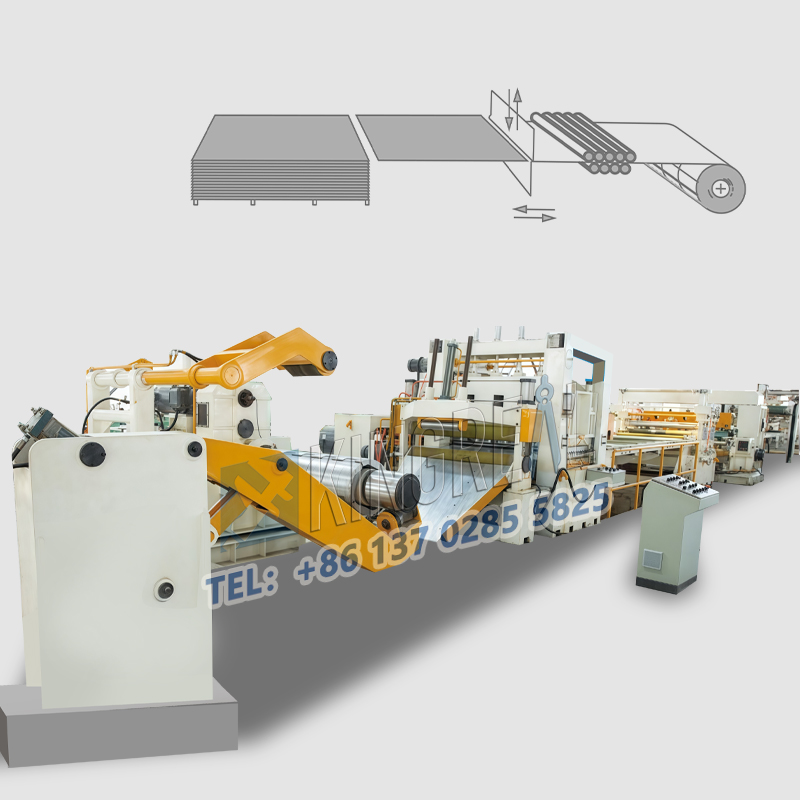
A машина за рязане от поцинкована стоманаосновно реже метална лента надлъжно и пренавива получените тесни ленти на рулони. Тази линия за нарязване на поцинкована стомана включва развиване, позициониране на материала, нарязване и отдръпване. Той е широко търсен заради своята лекота на работа, високо качество на рязане, високо използване на материала и безстепенно регулиране на скоростта на рязане.

Всеки детайл отлиния за рязане от поцинкована стоманае щателно проектиран от инженерите на KINGREAL STEEL SLITTER. Той не само изпълнява функцията си за рязане, но и осигурява безопасност при работа. Може би не сте забелязали, но защитните характеристики на машината за рязане от поцинкована стомана са включени във всеки аспект от нейната работа.
Например, валът на острието на линията за рязане от поцинкована стомана се поддържа от високопрецизни лагери на шпиндела на машинния инструмент, минимизирайки аксиалното и радиалното биене. Освен това дискът на ножа използва триточков заключващ механизъм с гайки (или хидравлична гайка за сигурно затягане), осигурявайки както точност на размерите, така и сигурно заключване. За да се улесни регулирането на скоростта на рязане, се използват електронни и хидравлични контролни компоненти. Това не само осигурява висока надеждност и здрав имунитет на системата за управление, но по-важното е, че разполага с функция за самодиагностика, позволяваща бързо идентифициране на причините за повреда. В допълнение, машините за рязане от поцинкована стомана са ясно позиционирани с помощта на ексцентрична втулка. Дори при промени в ексцентрицитета и теглото на срязване, височината на подаване остава постоянна, гарантирайки както надеждност, така и безопасност.
Острието е задействащият компонент намашина за рязане от поцинкована стомана. Оптималната производителност на рязане зависи в голяма степен от острието и, което е по-важно, от конфигурацията на държача на острието. Линиите за рязане на поцинкована стомана използват различни конфигурации на държачи на остриета, всяка със свои собствени уникални характеристики и приложим обхват. държачите за машини за рязане от поцинкована стомана се предлагат в четири типа: плъзгач, ексцентрик, регулируем вал на острието и въртящо се рамо. Типът плъзгач е един от най-ранните и най-разпространените типове държачи за инструменти за линия за рязане от поцинкована стомана. При този тип валът на долния нож е фиксиран към подвижната и неподвижната рамка, докато валът на горния нож е поставен в левия и десния плъзгач. Тези плъзгачи позволяват вертикално движение в рамките на водещите релси на подвижните и неподвижните рамки.
Ексцентричните държачи на инструменти са предимно двойно ексцентрични, което означава, че както горният, така и долният вал на острието се поддържат в ексцентрични втулки. Задвижвани от вал на синхронно зъбно колело чрез регулиращо зъбно колело, тези валове се въртят в противоположни посоки, за да регулират ексцентричността, като по този начин променят височината на горния и долния вал на острието.
Държачите за инструменти с регулируема дължина на вала на острието имат уникална характеристика: лявата подвижна рамка може да се регулира, за да се приближи до най-външната двойка остриета в левия край на вала на острието, скъсявайки работната дължина на вала на острието и увеличавайки твърдостта на вала на острието. Тази характеристика позволява на машините за рязане от поцинкована стомана да обработват както широки, така и тънки ленти, както и тесни и дебели ленти, като по този начин осигуряват широк спектър от приложения. Последният тип е държачът на острието с въртящо се рамо. Структурата му е много по-опростена, което го прави подходящ предимно за рязане на тънки ленти.
 |
 |
 |
Машини за рязане от поцинкована стоманасе използват предимно за обработка на ламарина и техните функции са до голяма степен автоматизирани, което прави системата за управление в оборудването особено важна. Линиите за рязане на поцинкована стомана използват електрохидравлична система за серво управление, която основно използва преобразуването на различни сигнали за постигане на различни действия. Има обаче много налични методи за преобразуване на сигнала.
1. Високоскоростен метод за затваряне и изключване на линия за рязане на поцинкована стомана
Този метод използва високоскоростен въртящ момент за директно или индиректно задвижване на спирачно-изключващ клапан с фиксирано отваряне. Изходният цифров сигнал от компютъра се усилва и след това управлява вентила, позволявайки му да бъде контролиран между отворено и затворено състояние. Сигналът за обратна връзка се обработва от семплер и се предава обратно към компютъра като цифрова величина, контролираща работата на ножицата за нарязване.
2. Метод за цифрово-аналогово преобразуване за линия за рязане на поцинкована стомана
Цифрово-аналогов преобразувател преобразува цифровия сигнал, генериран от компютъра, в аналогова величина, която се използва за управление на тока, приложен към входа на серво вентил или пропорционален вентил. Сигналът за обратна връзка също се преобразува в цифрово количество от аналогово-цифров преобразувател и след това се подава в компютъра, завършвайки преобразуването на сигнала.
3. Метод със стъпков двигател за линия за рязане на поцинкована стомана
Той разчита на метод на преобразуване, реализиран от контролер на стъпков двигател. Изходният цифров сигнал от компютъра се въвежда като импулси в преобразувателя. Ъгълът на въртене на стъпковия двигател се преобразува в отвор на клапан чрез предавателно устройство, като по този начин се образува цифров клапан за потока. Освен това изходното налягане е пропорционално на изходното налягане, образувайки цифров клапан за налягане, като по този начин се постига желания ефект.
По време налиния за рязане от поцинкована стоманаоперация, опънът е решаващ параметър на ефективността, който влияе както върху операциите по навиване, така и по развиване. За ефективно контролиране на опъна в машините за рязане от поцинкована стомана контролерите за опън са основни компоненти. Контролерът за напрежение измерва скоростта, изчислява диаметъра на намотката и задава напрежението чрез измерване на въртящия момент на товара.
Тъй като контролерът на опън на линия за рязане от поцинкована стомана извежда стандартен аналогов сигнал от нула до десет волта, съответстващ на номиналния въртящ момент на асинхронния двигател, този аналогов сигнал може да бъде свързан към честотен преобразувател, за да изберете референтен въртящ момент. Това осигурява постоянно напрежение по време на работа. Ако е в режим на контрол на напрежението, независимо дали е двигател с постоянен ток, двигател с променлив ток или серво мотор, скоростта трябва да бъде ограничена. В противен случай, когато въртящият момент, генериран от двигателя, преодолее въртящия момент на товара и започне да работи, ще се генерира въртеливо ускорение, което ще доведе до увеличаване на скоростта, докато достигне максималната скорост.