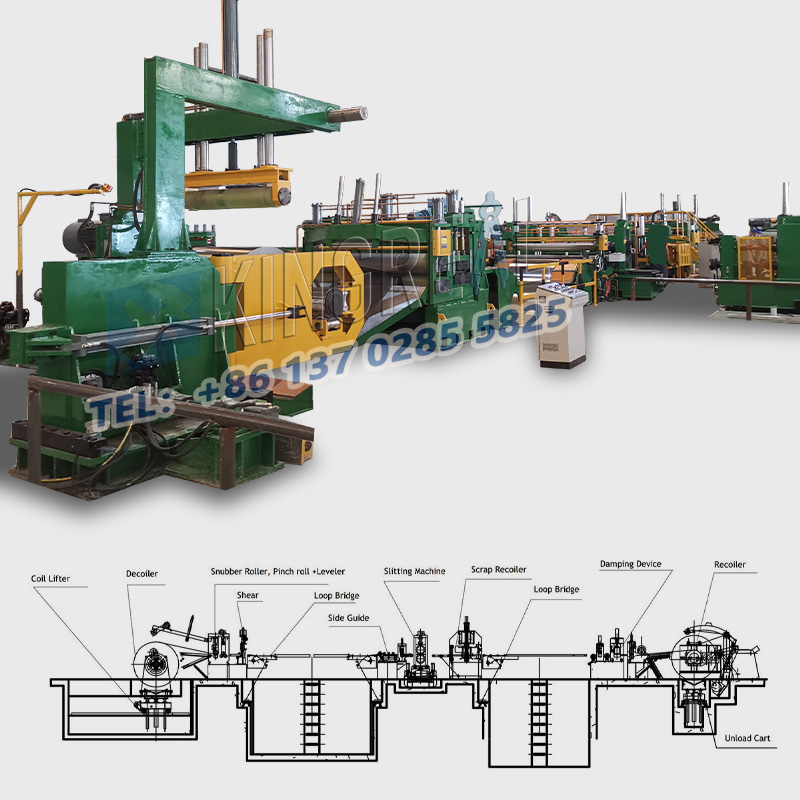
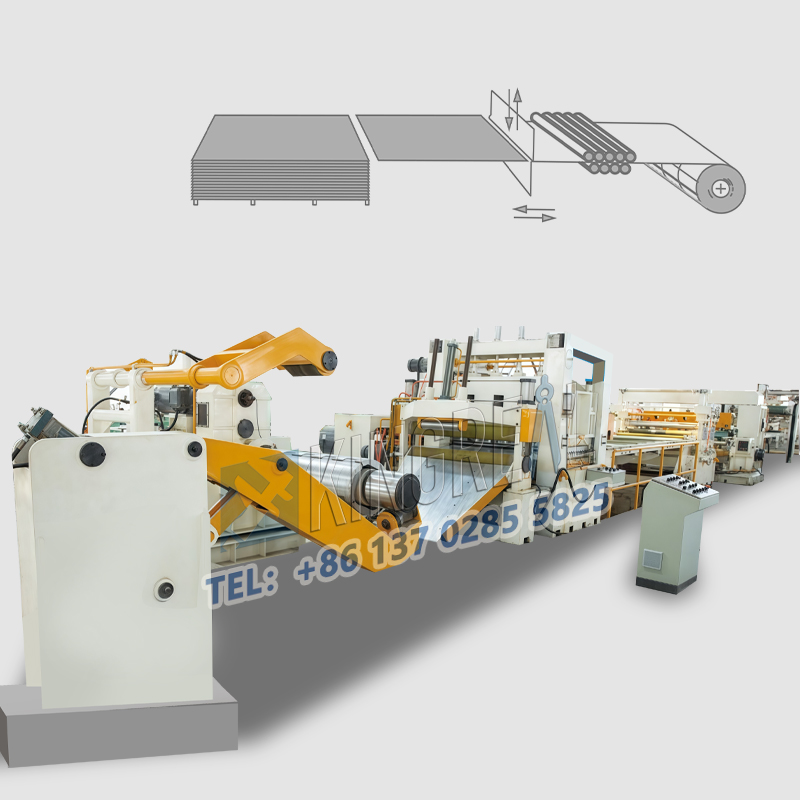
Неръждаема стомана, нарязана на линии на дължинаса широко използвани в металообработващия промишленост за прецизно срязване на различни метални намотки, включително стомана, неръждаема стомана, алуминий, желязо, студено валцувани, горещо валцувани и PPGI.
Въпреки отличната си производителност в производството, машините от неръждаема стомана, нарязани на дължина, все още могат да изпитат отклонение на рязане по време на работа.
Тази статия ще се задълбочи в отклонението на рязането на рязане в отрязани от неръждаема стомана на линиите от три перспективи: механична структура, програма за контрол и параметри и съвместимост с материали и процеси.

(1) Износване на компонентите на задвижването
Внеръждаема стомана, нарязана на машини с дължина, Носенето на компонентите на задвижването е често срещана причина за отклонение на рязане.
Скоростта, зъбните колела и други компоненти на задвижването, които работят от дълго време, могат да се износват, което води до намалена точност на хранене и следователно влияе върху размерите на рязане.
Симптоми на неръждаема стомана, изрязани на повреда на линията на дължината: Например, при фабрика за автомобилни части, задвижващите предавки на неръждаема стомана, изрязана на машина с дължина, има 30% износване. Когато непрекъснато рязане на стоманени плочи с дебелина 5 мм, размерът на колебанието достига 0,3 мм, надвишаващо приемливия диапазон ± 0,2 мм.
Решение: За да се отговори на този проблем, се препоръчва редовна проверка на компонентите на задвижването. Ако износването на зъба на зъбните колела надвишава 15% или удължаването на веригата надвишава 2%, те трябва да бъдат заменени незабавно.
Едновременно с това, коефициентът на предаване трябва да бъде калибриран за възстановяване на механичната точност на предаване. Тази мярка може значително да подобри стабилността и точността на рязане.
(2) Разчистване на железопътния транспорт на държачките
Повишеният клирънс между притежателя на инструмента и водещата релса също е важен фактор, допринасящ за отклонението на рязането. С течение на времето ръководството за притежателите на инструменти се износва поради продължителното реципрочно движение и този клирънс може да се увеличи, влияещо върху стабилността на притежателите на инструменти.
Симптоми на неръждаема стомана, изрязани на повреда на линията на дължината: При нормални обстоятелства клирънсът между притежателя на инструмента и водещата релса трябва да бъде по -малък от 0,05 мм. Прекомерният клирънс може да накара притежателя на инструмента да се клати по време на рязане, което води до колебания в размера на отрязания лист.
Решение: Използвайте габарит за усещане, за да проверите клирънса. Ако надвишава стандартната стойност, регулирайте вложката на водещата релса или сменете повредената плъзгача на релсите на водача. Хардуерната фабрика намали отклонението на рязането от 0,25 мм до 0,08 мм след тази корекция, демонстрирайки ефективността на тази корекция.
(1) Грешки в логиката на програмата
Внеръждаема стомана, изрязана на машина с дължинаОперациите, логическите грешки в програмата PLC също са често срещана причина за отклонение на рязане. Неразрезаното време на инструкциите за захранване и рязане в програмата може да предизвика рязане, преди материалът да бъде изцяло захранван, което води до подбиване.
Прояви на неръждаема стомана Нарязана на повреда на линията на дължината: Например, в някои случаи, рязането започва, преди материалът да бъде напълно хранен, което пряко влияе върху точността на рязане.
Решение: Препоръчва се да се използва програмна диагностика за наблюдение на състоянието на I/O точката и реорганизиране на логиката на „разделяне на захранване“. Освен това, добавете инструкции за проверка на забавяне, за да гарантирате точността на последователността на действие. Тази оптимизация ще подобри значително работната стабилност на машината за отрязване на неръждаема стомана на дължината.
(2) Настройки на неточните параметри
Настройките на неточните параметри също са важен фактор, влияещ върху точността на рязане на отрязаната от неръждаема стомана на линиите на дължината. Неправилните параметри на дължината на подаване или несъответствието на скоростта на рязане и скоростта на подаване могат да доведат до кумулативни отклонения.
Симптомите на отрязана от неръждаема стомана на провала на машината: Например, ако дължината на подаването е настроена на 100 мм, но действителната дължина на подаването е 99,5 мм, дългосрочната работа ще доведе до значително отклонение от размерите.
РЕШЕНИЕ: Калибрирайте броя на импулса на подаване (броя на импулсите на милиметър) и регулирайте скоростта на рязане въз основа на дебелината и материала на плочата. За дебелите плочи се препоръчва да се определи скоростта на рязане на не повече от 30 пъти/минута, докато за тънки плочи може да достигне 60 пъти/минута.
След коригиране на параметрите, растението за преработка на неръждаема стомана постигна кумулативно отклонение по-малко от 0,1 мм за 10-метрова плоча, демонстрирайки значението на корекцията на параметрите.
(1) Неравномерно напрежение на плочата
При рязане на плочи от неръждаема стомана, неравномерният стрес може да причини пролетна връзка след рязане, влияещо върху крайната стабилност на размерите.
Симптомите на отрязана от неръждаема стомана на повреда на линията на дължината: Например, скоростта на пролетта на студено валцувана плоча може да достигне 1-2%, което може да причини размерено свиване след рязане.
Решение: Препоръчва се да се извърши облекчаване на стреса върху ламарина, като изравняване или стареене, или да се компенсира пролетната в програмата (определяне на компенсационна стойност 0,1-0,3 мм в зависимост от материала). След компенсация, мелницата със студено валцувана постигна отклонение на размерите на рязане ≤0,1 мм, като гарантира точността на рязане.
(2) колебание на напрежението на подаване
Стабилността на напрежението на подаването директно влияе върху точността на рязане. Ако напрежението на захранващия валяк е нестабилно, ламарината може да се подхлъзне или набръчква по време на хранене, което води до неконтролирани размери на рязане.
Симптоми на отрязване от неръждаема стомана до отказ на линията на дължината: Неуспехът на контрола на напрежението може да доведе до неравномерно хранене, което от своя страна влияе върху качеството на рязане.
Решение: Препоръчва се да се инспектира системата за контрол на напрежението. Пневматичните обтегачи изискват подмяна на уплътнението, докато хидравличните обтегачи изискват калибриране на сензора за налягане. След корекции, стоманената лента мелница намали колебанието на напрежението от ± 5% до ± 1%, като ефективно подобрява точността на рязане.
 |
 |
 |
В работата нанеръждаема стомана, нарязана на машини с дължина, отклонението на рязането често се причинява от комбинация от фактори. Изчерпателното разследване, фокусирано върху механичната структура, контролните програми и параметрите, и съвместимостта на материалите и процесите могат ефективно да идентифицират проблеми и да прилагат целеви ремонти.
Чрез редовно поддържане на компонентите на трансмисията, оптимизиране на програмната логика, прецизно регулиране на параметрите и адаптиране към характеристиките на материала, производителите могат да сведат до минимум отклоненията на рязането и да отговарят на строгите изисквания за прецизност на рязане на индустрии като автомобилни части и хардуер.
Само чрез непрекъснато подобряване на всеки аспект на отрязана от неръждаема стомана до линията на дължината може да се победи на жестоко конкурентния пазар.
Надяваме се, че анализът и предложенията в тази статия ще предоставят ефективни стратегии за отстраняване на проблеми и решения за свързани индустрии.