Горещо валцувана линияе важно производствено оборудване, широко използвано в индустрията за преработка на метали. Основната му функция е да изреже по-широка метална намотка с много валцувана на няколко ленти от необходимата ширина по посока на дължината. Тези ленти обикновено се използват при последващи процеси на подвизване, заслабване, студено огъване и щамповане и се превръщат в основните материали за различни индустриални продукти. Тази статия ще въведе работния процес, техническите параметри, често срещаните експлоатационни проблеми и решения на горещо валцуваната машина за провикване. Ако трябва да получите повече параметри или видео информация, добре дошли да се консултирате с Kingreal Steel Slitter!

Горещите валцувани плочи са стоманени плочи или ленти, които се навиват след отопление. Основните му предимства включват:
Висока здравина: горещо валцувани плочи се обработват при високи температури, което може да елиминира някакъв вътрешен стрес и да подобри здравината на материала.
Ефективност на разходите: В сравнение със студени валцувани плочи, горещо валцувани плочи имат по-ниски производствени разходи и са подходящи за мащабно производство.
Висока ефективност на производството: Машините за горещо преобръщане могат бързо и ефективно да пробият големи намотки в необходимата ширина, за да се адаптират към промените в търсенето на пазара.
Поради тези характеристики, горещо валцувани плочи са широко използвани в строителните конструкции, тежкото производство на машини и други полета.
|
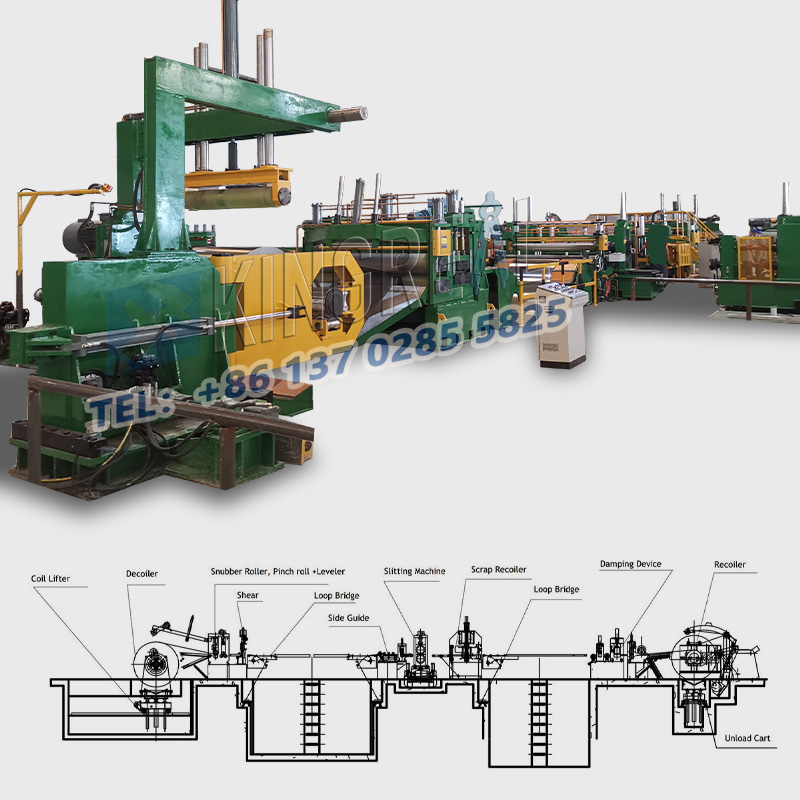
Зареждане загорещо валцувана линия: Операторът захранва горещото валцувана намотка в дорник Decoiler. Разкопчаване за горещо валцувана машина за пробиване: Деколтерът отвива основната намотка и захранва стоманата в прорязващата глава. Плъзгаща се за горещо валцувана линия на прорезната линия: При прорезната глава стоманата е прорязана в множество тесни ленти чрез въртящо се острие. Проверка за горещо валцуваща се машина за пробиване: Операторът проверява всяка верига, за да гарантира, че ширината на спецификацията и състоянието на ръба отговарят на изискванията. Облекчаване на стреса за горещо валцувана линия на прореза: нишките преминават през пръстеновидни ями, за да премахнат стреса на материала след отрязване и да се осигури пренавиване, без да се огъва. Свързване и опаковане: Пакет и пакетиране на всяка верига според изискванията на клиента. |
 |
Модел
Модел 1
Модел 2
Модел 3
Модел 4
Оригинална намотка
Горещо валцувана чиния
Горещо валцувана чиния
Горещо валцувана чиния
Горещо валцувана чиния
Дебелина на материала
0,8 мм-6.0 мм
0,8 мм-6.0 мм
2.0mm-12.0 мм
3.0mm-16.0 мм
Материална ширина
1600 мм (макс)
1800 мм (макс)
2000 мм (макс.)
2200 мм (макс)
Тегло на намотката
30TON (MAX)
30TON (MAX)
30TON (MAX)
30TON (MAX)
Точност на ширината
± 0,15 мм
± 0,15 мм
± 0,2 мм
±0.3mm
Единична скорост
120м/мин (макс)
120м/мин (макс)
80м/мин (макс)
60м/мин (макс)
|
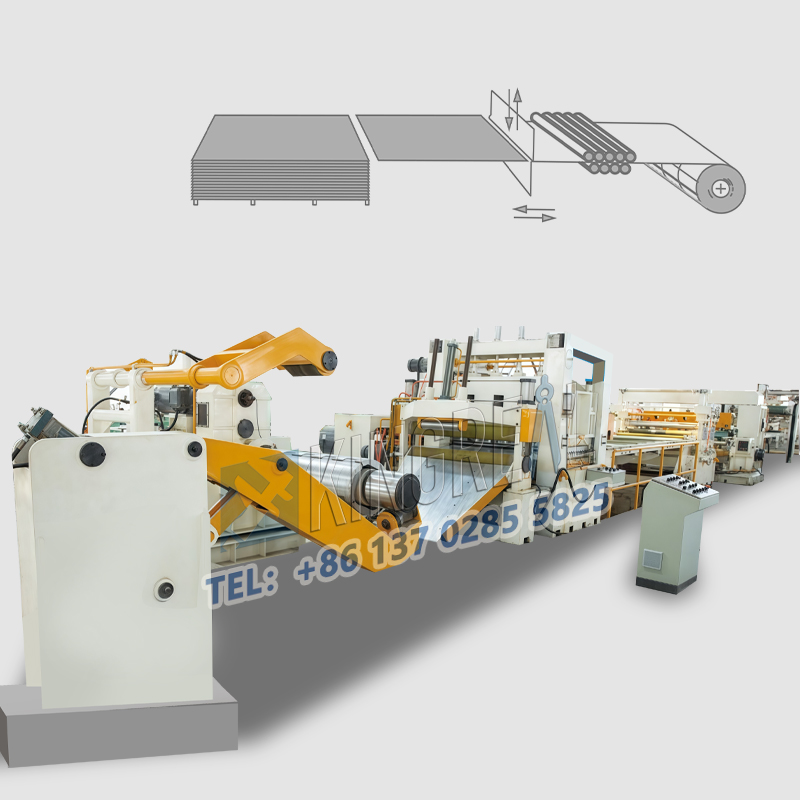
① горещо валцувана прорезка с високоефективен капацитет Забележителна характеристика нагорещо валцувана машинае, че може да отреже до 40 тесни ленти едновременно. Тази функция значително отговаря на нуждите на клиентите за мащабно производство. С ускоряването на индустриализацията пазарното търсене на метални ленти нараства, особено в индустрии като строителство, производство на автомобили и домашни уреди. Високият капацитет на горещо валцувана линия на прореза позволява на производителите да осигурят голям брой квалифицирани продукти за кратко време, като по този начин подобряват ефективността на производството и намаляват разходите за единица. |
 |
|
② ② ② ② ② ② ② Queclated горещо валцувана машина за подхлъзване Горещото валцувана линия на проливане приема напълно автоматизиран дизайн и е оборудвана с усъвършенствана система за управление за постигане на високоскоростна работа. Максималната скорост на производство може да достигне 120 m/min, което означава, че повече материали могат да бъдат обработвани за единица време, като допълнително подобряват ефективността на производството. Напълно автоматизираният дизайн не само намалява необходимостта от ръчна намеса, но също така намалява възможността за грешки при експлоатация на хора и подобрява последователността и качеството на продукта. Автоматизираната система за управление на горещото преобръщане може да следи производствения процес в реално време и да регулира параметрите навреме, за да отговори на нуждите на различни материали и дебелини. |
 |
|
③ -Цустомизирана горещо валцувана прореждаща машина За да задоволят по -добре нуждите на клиентите, Kingreal Steel Slitter осигуряваS Персонализирани решения за горещо валцувани линии. Според рисунките, предоставени от клиентите и действителните нужди на производството, Kingreal Steel Slitter е в състояние да проектира различни решения за производство на машини с горещо руло, за да гарантира ефективността и гладкостта на производствения процес за клиентите. Kingreal Steel Slitter с горещо валцувани машини за подреждане са разделени на три основни типа, за да се адаптират към намотки с различна дебелина: Прорезителна машина за светлинни габарити: Специализирана в обработка на бобини с дебелина от 0,2 мм до 3 мм. Машина за средна габарит: Подходяща за намотки с дебелина от 3 мм до 6 мм. Тежка манометър: способни да обработват бобини с дебелина от 6 мм до 16 мм. |
 |
Theгорещо валцувана линияможе да доведе до странично огъване по време на процеса на отрязване. Може да бъде причинено от следните причини:
1. Огъване на суровини:
Напрежението на стоманената плоча не е напълно елиминирано по време на процеса на търкаляне. След надлъжно срязване напрежението се отделя и плочата е огъната. Когато напрежението в средата на плочата се освободи от двете страни, плочата се огъва навън; Когато напрежението от двете страни на плочата се отделя в средата, плочата се огъва към средата.
2. огъване поради бури:
Бурите са по -големи поради неправилна корекция на пролуката на острието по време на надлъжно срязване. Когато се търкаляте, бурите на ръба са еквивалентни на по -голяма дебелина на плочата, което води до разтягане и огъване на ръба.
3. огъване поради неравномерни пропуски между горните и долните остриета:
Когато левите и десните пролуки са по -големи, вдлъбнатината на срязващата част също е по -голямо, а отстрани с по -малка пролука от лявата и дясната пролука има по -голям участък, така че се огъва.
4. огъване, причинено от неравномерно напрежение:
Когато се търкаля, едно и също напрежение трябва да се прилага върху цялата ширина на стоманената плоча. Ако напрежението е концентрирано от едната страна, ще се появи огъване.
5. огъване, причинено от бързото движение на устройството за корекция на отклонението:
По време на обработката, ако скоростта на корекцията на отклонение е твърде бърза, страната в контакт с корекцията на отклонение ще бъде частично разширена и огъната.
Ако листовият материал е огънат след надлъжно срязване, това ще се отрази сериозно на качеството на листа на листа, така че трябва да бъде елиминирано. Трябва да се обърне внимание на причините като търкаляне на листа, регулиране на оборудването и метод на работа.